























































Josturaren porrota emaitza onargarria ez den markentzat, bi egoera horien arteko aldea xehetasun gutxirekin ulertzea merezi du.
27,12 MHz estandarra: zergatik RF soldadura desberdin berotzen da
RF soldadura eta ohiko lotura termikoaren arteko bereizketa nagusia ez da eraginkortasuna bakarrik, beroak materialan zehar egiten duen norabidea da.
Metodo konbentzionalek (barra beroak, plaka berotuak, pistola beroak) materialaren gainazalean energia aplikatzen dute eta eroalean oinarritzen dira barrualdea lotura tenperaturara ekartzeko. Film meheetarako honek behar bezala funtzionatzen du. Iragazgaitzezko engranajeetan erabiltzen diren TPU laminatu lodi eta trinkoetarako, arazo praktiko bat sortzen du: barruko interfazea fusio-tenperaturara eramateak gainazaleko denbora nahikoa behar du kanpoko geruza erretzeko edo deformatzeko arriskua izateko. "Gehiegi" eta "gehiegi" arteko leihoa estutzen da materialaren lodiera handitu ahala.
RF soldadurak hori saihesten du materialaren barrutik beroa sortuz, barrurantz eroaten beharrean. RF soldadura-ekipo profesionalak 27,12 MHz-n funtzionatzen du, industria-ekipo honetarako esleitutako ISM (industria, zientzia eta medikuntza) irrati-maiztasun-banda. Maiztasun horretan, eremu elektromagnetiko txandakatuak TPUaren barruan dauden molekula polarrak oszilazio bakoitzean berregituratzen saiatzen dira: gutxi gorabehera 27 milioi aldiz segundoko. Horrek sortzen duen marruskadura molekularra uniformeki beroa sortzen du soldadura-eremu osoan, fusioa gertatu behar den interfazean, gainazaletik barruko eroankortasun termikoan fidatu gabe.
Aldi berean aplikatutako presio pneumatikoan, elkartzeko interfazeko materiala fusio-tenperaturara iristen da eta geruzak maila molekularrean bat egiten du. Eremua kendu eta materiala presio iraunkorrean hozten denean, bi panelen arteko jatorrizko muga ez da egituraz existitzen: soldadura-eremua material jarraitu bakar bat bihurtu da. Tiraketa suntsitzaileen saiakuntzan, eremu honek normalean inguruko oinarrizko ehunaren hutsegite-puntua gainditzen du. Emaitza hori erreferente praktikoa da behar bezala gauzatutako RF soldadura baterako.
840D Tenakotasun handiko TPU soldadura: errorerako marjina estuagoa
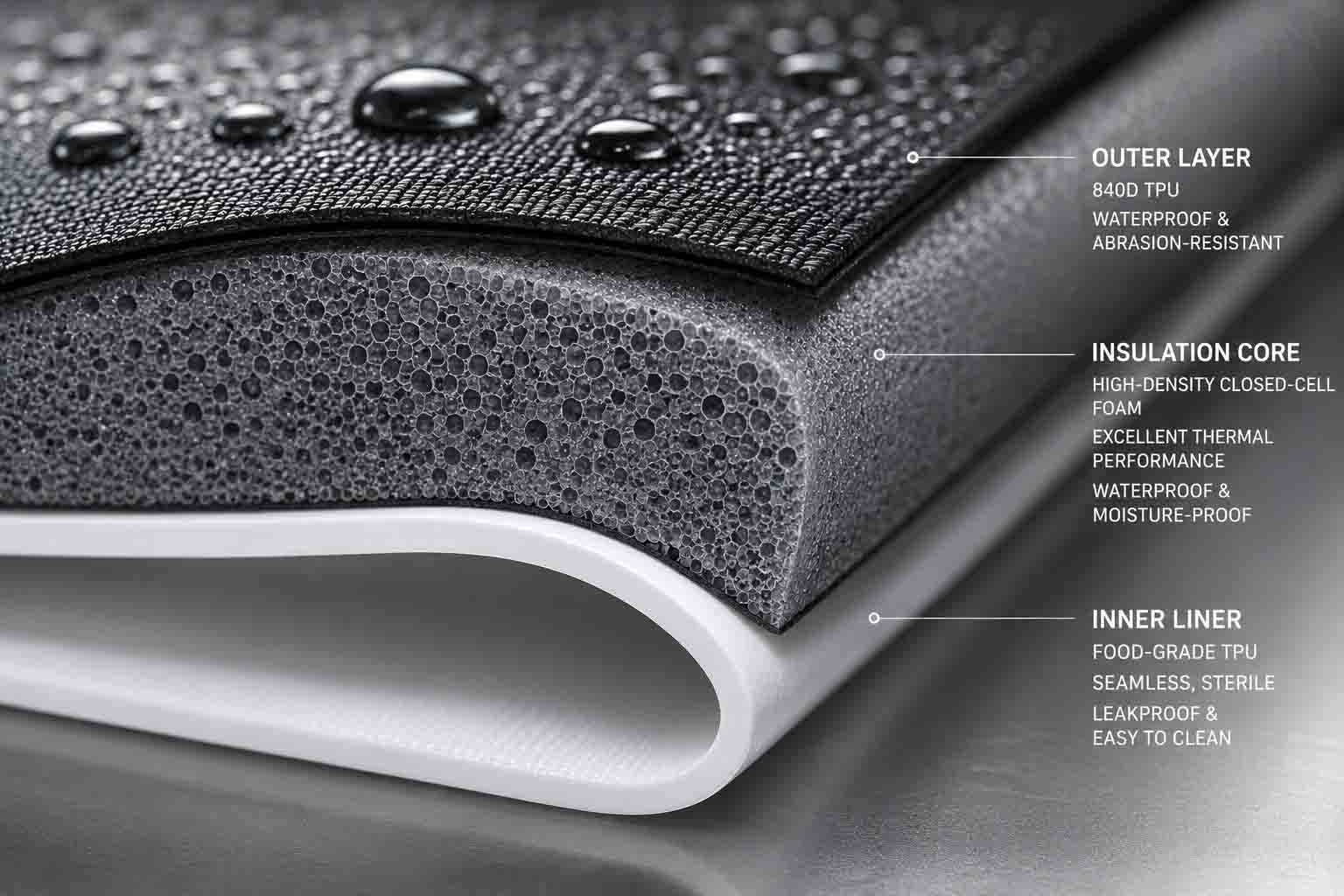
RF soldatzeak termoplastiko bateragarri ezberdinetan funtzionatzen du: PVC, PET, EVA, PU estalitako hainbat ehun. Kargapean urradura-erresistentzia eta egitura-osotasuna eskatzen duten kanpoko aplikazio astunetarako, 840 denier-eko irmotasun handiko TPU da erreferentziazko materiala. Prozesuaren kalibrazioari eskakizun gehien egiten dituena ere bada.
Denier handiagoak material masa gehiago esan nahi du soldadura eremuan, eta horrek energia elektromagnetiko gehiago behar du fusio-tenperaturara ekartzeko. Zailtasuna da horrek ez duela boterea piztea besterik esan nahi. Eragiketa-leihoa —energia eskasaren arteko tartea (fusio osoa, ihesak izateko joera duen soldadura) eta gehiegizko energiaren arteko tartea (materiala kiskaltzea, hesi iragazgaitza arriskuan jarria)— estutu egiten da ehunaren pisua handitu ahala. 420D TPU-n garbi funtzionatzen duen potentzia-ezarpen batek 840D-n puntu hotzak sor ditzake ziklo-denbora berean, eta 840D-rako kalibratutako ezarpenak produktu berean material meheagoak erre ditzake.
Hori kudeatzeko materialaren espezifiko kalibrazioa behar da. 840D TPU produkzio-lerro batean sartzen denean (produktu berri baten aurkezpena edo hornitzaile bereko material sorta berri bat) RF potentziaren irteera, prentsaren presioa eta ziklo-denbora material zehatz horren aurrean balioztatu behar dira: bere denier, TPU estalduraren pisua eta formulazioa. Parametro hauek SOP dokumentatu batean sartzen dira, produkzio-exekualdi bakoitzaren hasieran egiaztatuta. Oihal-pisu guztietan ezarpen uniformeak aplikatzen dituen instalazio batek ez du lan hori egiten, gaitasuna nola deskribatzen den kontuan hartu gabe.
Produkzioaren koherentzia zehazten duten hiru prozesu-aldagai
Presio-probak gainditzen dituen prototipo batek soldadura egokia lor daitekeela ezartzen du. Ekoizpen koherenteak bolumen osoan errepikagarria den ala ez zehazten duten aldagaiak kontrolatzea eskatzen du.
Trokel-tresnen zehaztasuna
Soldatzeko trokela —materialarekin harremanetan jartzen den eta soldadura geometria definitzen duen elektrodo itxurakoa— letoitik edo aluminiotik mekanizatuta dago, jostura eredu zehatzak eskatzen dituen neurrietara. Tresna honetan dimentsio-zehaztasuna ez da bigarren mailako kezka. Trokelaren gainazal irregularrak presio banaketa irregularra sortzen du soldadura-eremuan zehar, eta horrek barne-beroketa irregularra sortzen du: materiala fusio-tenperatura osora iristen ez den puntu hotzak eta gehiegi berotu zen puntu beroak. Puntu hotzak ihesaren hasierako puntu bihurtzen dira. Leku beroak epe luzerako josturaren osotasuna arriskuan jartzen duten materialaren mehetze eremu bihurtzen dira.
Trokelen higadurak eragin bera du ekoizpen-bolumenean. Produkzio-kanpaina baten hasieran tolerantziaren barruan zeuden kontaktu-azalak tolerantziatik irteten dira pixkanaka. RF soldadura-eragiketa arduratsuek trokelaren egoeraren jarraipena egiten dute eta tresneria ordeztu edo birkalibratu, higadurak soldaketaren kalitateari eragin aurretik, ez QC probak porrot-tasa altua erakusten hasi ondoren.
Presioaren aplikazioa: bi fase, bi funtzio ezberdin
RF soldaduran presio pneumatikoak funtzio desberdinak betetzen ditu soldadura fase aktiboan eta ondorengo hozte fasean, eta biak materia.
RF aktiboaren fasean, presioak material-geruzen arteko kontaktu intimoa bermatzen du soldadura-interfazean, eta nahasketa molekularra ahalbidetzen du TPUak fusio-tenperaturara iristen den heinean. RF energia kendu ondoren hozte-fasean, presioak fusionatutako zona posizioan mantentzen du polimero-kateak solidotzen diren bitartean. Soldadura-eremua nahikoa hoztu baino lehen presioa askatuz gero, oraindik biguna den materiala deformatzea ahalbidetzen du; erabileran tentsio-kontzentrazio-puntu bihurtzen diren soldadura-eremuko ertzetan lotura ahulagoa eta dimentsio-inkoherentziak sortzen dira.
Presio goiztiarra askatzea bolumen handiko RF soldaduran prozesuko lasterbide ohikoenetakoa da, non ziklo-denbora presioak hurrengo piezara azkar pasatzeko pizgarri operatiboa sortzen duen. Ondorioz, soldatek sarritan ikuskapen ikuskapena eta hasierako presio baxuko probak gainditzen dituzte, gero porrot-tasa altuak erakusten dituzte karga iraunkorrean eta flexio-ziklo errepikatu eremuan.
Zikloaren Kronometrajea
RF soldadura-ziklo osoa hiru fasetan exekutatzen da: aurreprentsa (RF aktibatu aurretik aplikatutako presioa, materiala trokelean behar bezala esertzeko aukera emanez), soldadura aktiboa (RF energia piztuta, berotze molekularra eta fusioa gertatzen da) eta presiopean hoztea (RF itzali, soldadura-eremua solidotuz). Fase bakoitzak iraupen optimoa du erabiltzen den materialaren lodieraren, estalduraren pisuaren eta trokelaren geometriaren espezifikoa.
Denbora hauek ez dira materialen artean transferitzen. TPUren zehaztapen zehatz baterako garatutako ziklo batek ehun astunagoa azpian soldatuko du eta produktu berean beste leku batzuetan erabilitako material arinagoa gehiegi soldatzeko arriskua izango du. Materialen zehaztapenak ekoizpen-lanen artean aldatzen direnean (denier desberdinak, estaldura-pisu desberdinak, hornitzaile lote desberdinak) ziklo-parametroek berriro balioztatzea behar dute, ez jarraitutasunaren suposapena.
1.0 bar-eko presio hidrostatikoko probak: benetan baieztatzen duena
Josturaren ikuskapenak gainazaleko akatsak identifikatzen ditu: erredura-markak ikusgai, soldadura estalduran hutsune nabariak, dimentsio-distortsio gordina. Ez ditu fusionatu gabeko barruko zonak, soldadura-interfazeko mikro-hutsuneak edo ingurune-baldintzetan eusten diren baina kargapean irekitzen diren leku hotzak identifikatzen. Produktu iragazgaitzak edozein presio-adierazpenarekin, ikus-ikuskapena zorua da, ez sabaia.
1.0 Bar-eko presio hidrostatikoko proba RF soldatutako kanpoko produktuen baliozkotze estandarra da. Bar bat 10 metroko ur-zutabe baten presio hidrostatikoari dagokio, kanpoko produktu gehienek landa-erabilpenean topatuko dituzten murgiltze-baldintzetatik haratago nabarmen, hau da, hain zuzen, ekoizpen-kalifikazio-proba esanguratsu bat bihurtzen duena.

Prozedura: amaitutako produktuak 1,0 Bar barne-presioraino puzten dira eta uretan murgilduta edo presiopean mantentzen dira epe jakin batean. Pasa-baldintza edozein jostura, soldadura-zona edo itxiera-puntutik mikroburbuila igorpen zero da. Burbuila bakarrak isurketa-bide bat adierazten du, ura eremuaren erabileran sartuko duena eskala edozein dela ere. Proba maila honetan ez dago gainditze partzial onargarririk.
Probak baieztatzen duena proba egiteko momentuan unitate zehatz batek presioa eusten duen ala ez haratago doa. 1.0 bar gainditzen duen produktu batek soldadura-eremu guztietan fusio molekular osoa baieztatu du, trokelaren kontaktu zuzena josturaren geometria osoan eta hozte egokia presioa askatu aurretik. Ekoizpen exekuzio batean zehar igarotze-tasa koherenteak prozesuaren kontrolaren froga dira, ez joera positiboa izan den unitate indibidualaren aldakuntza.
Proba maiztasuna probaren larritasuna bezain ondorioa da. Josturako produktu kritikoen unitate bakoitzeko probak ekoizpen-estaldura osoa eskaintzen du eta banakako hutsegiteek ontziratu baino lehen harrapatzen dituzte. Batch laginketak konfiantza estatistikoa eskaintzen du kostu txikiagoan, baina banakako hutsegiteei esker. Protokolo egokia unitate bakarreko eremu-hutsaren beheranzko kostuaren araberakoa da; ihes batek berme-erreklamazioa eta markaren balizko esposizioa sortzen dituen produktuetarako, unitate bakoitzeko probak posizio arrazionala da.
RF soldadurarako gaitasuna ebaluatzea: prozesuen heldutasuna bereizten duten galderak
RF soldatutako produktu iragazgaitzetan ihesen prebentzioa ingeniaritza-emaitza bat da, ez fabrikazio-erreklamazioa. Prozesuaren aldagaiak ezagutzen dira, kontrol-metodoak ezartzen dira eta emaitza baliozkotzen duen proba-protokoloa ondo zehaztuta dago. Arlo honetan benetako gaitasuna duen fabrikatzaile batek bere funtzionamendua deskribatuko du termino zehatz horietan.
Hornitzaileen ebaluazioan egitea merezi duten galderak zehatzak dira:
Nola dokumentatzen dira RF potentzia-ezarpenak eta ziklo-denborak materialaren zehaztapenen arabera, eta zerk eragiten du berriro balioztatzea material loteak aldatzen direnean?
Nola kontrolatzen da trokelaren egoera eta zein atalasetan ordezkatzen dira erremintak?
Proba hidrostatikoak unitate bakoitzeko edo loteen laginketa bidez egiten dira, eta zein presiotan?
Eman al ditzakete produktu konparagarrien azken ekoizpen-lanetako proba-erregistroak?
Ez dira galdera zailak aldagai horiek benetan kontrolatzen dituen instalazio baterako. Galdera oso zailak dira RF soldadura-ekipoak atzean duen prozesu-diziplinarik gabe exekutatzen dituen instalazio baterako. Erantzunek zein egoeratan zauden esaten dizute.